Особенности сварки трубопровода и требования ГОСТ
Виды стыков труб и требования к сварке трубопроводов
Сборка нефтепроводов и газопроводов практически одинаковы. Рассмотрим виды сварных стыков и их контроль в процессе сварки.
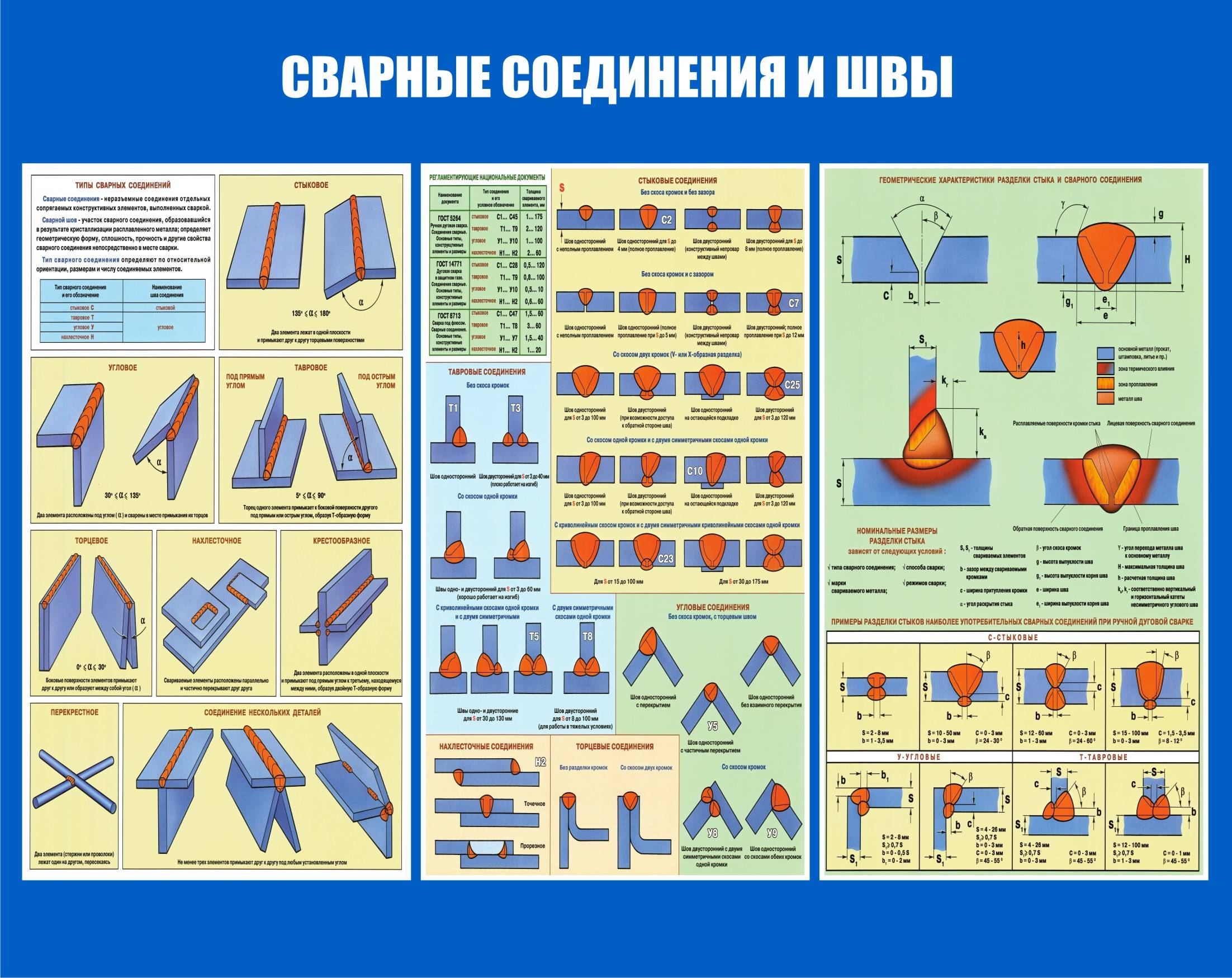
Сварные соединения делятся на:
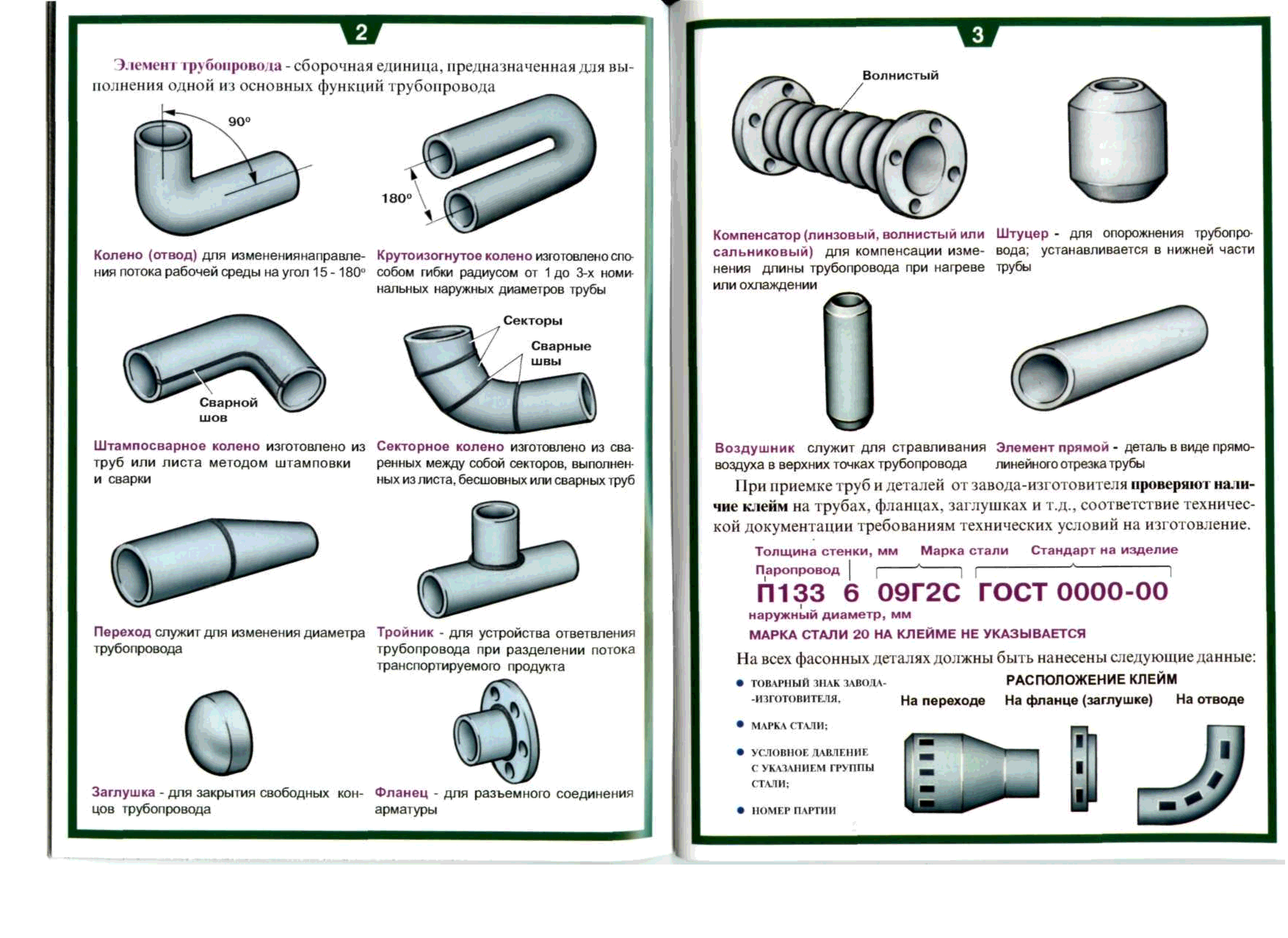
- Стыковые — является основным видом соединением при сварке металлических труб, отводов, тройников, переходов и запорной арматуры. Сварной шов проходит по торцу труб или деталей трубопровода;
- Угловые — достаточно редкое соединение, используется при отсутствии возможности уставки тройника или его отсутствия;
- Нахлесточные — при таком соединении, как правило труба меньшего диаметра плотно вставляется в трубу большего диаметра. Также при таком соединении часто используют соединительные муфты. Сварной шов проходит по телу трубы;
Основные требования к сварке трубопровода заключаются в соблюдении норм и правил, указанных в таких документах как: СП 406.1325800.2018, ВСН006-89, ВСН005-88.
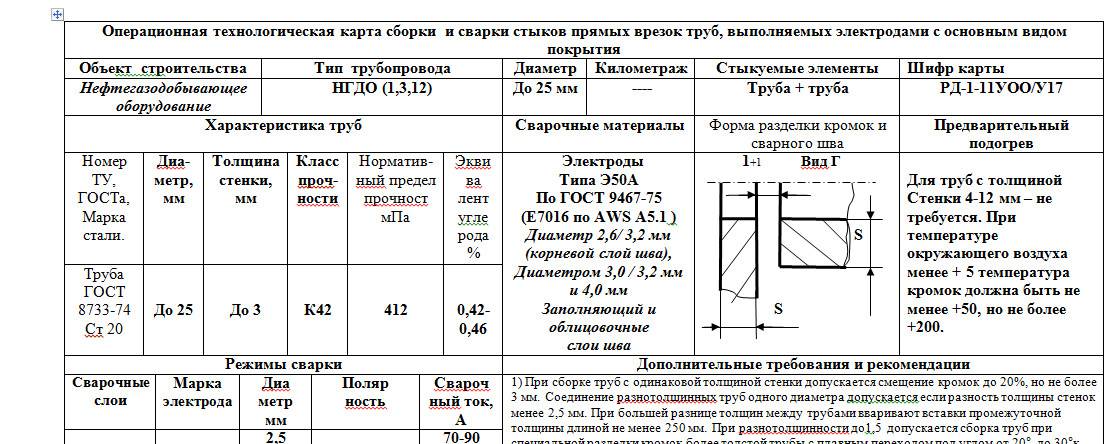
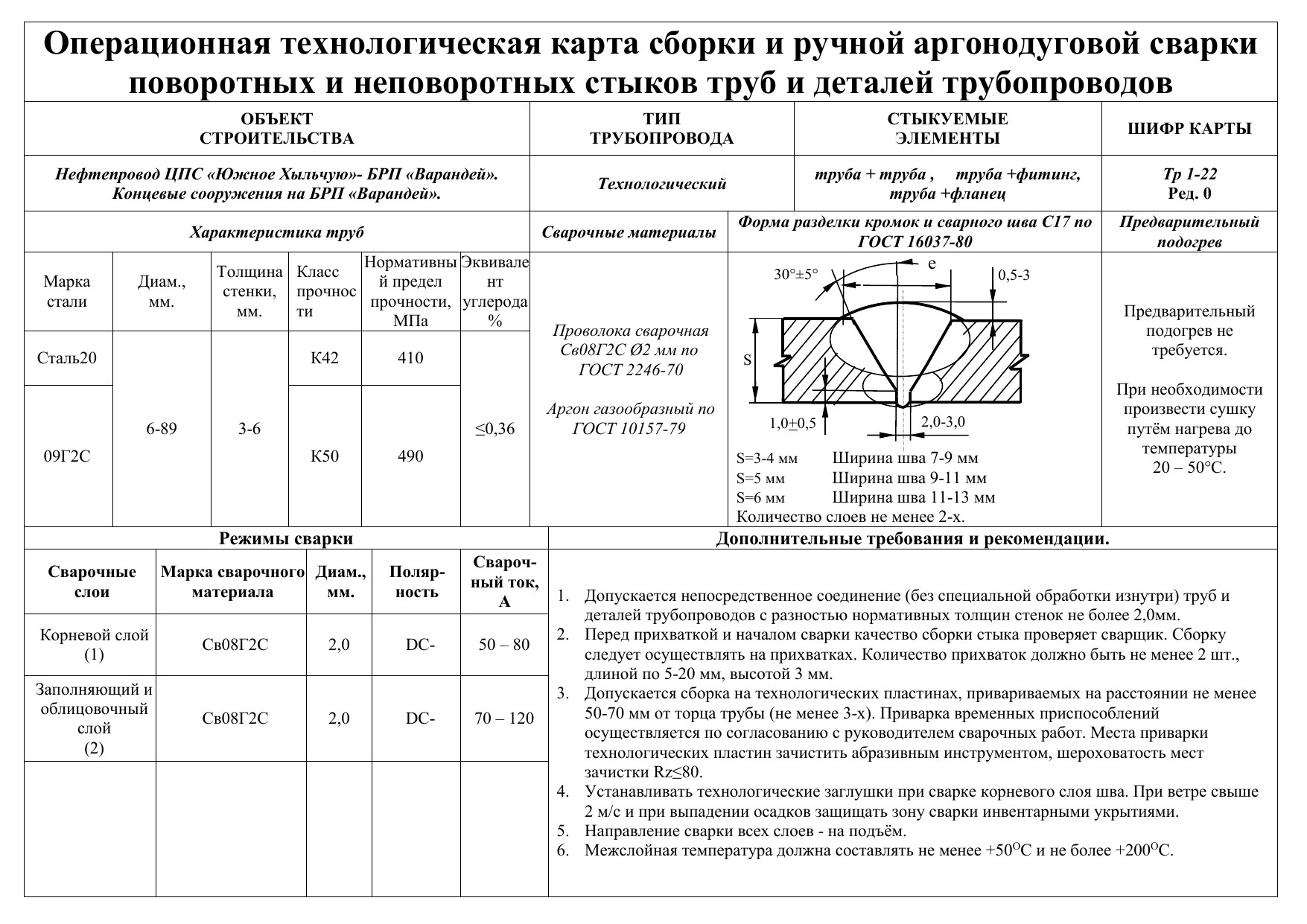
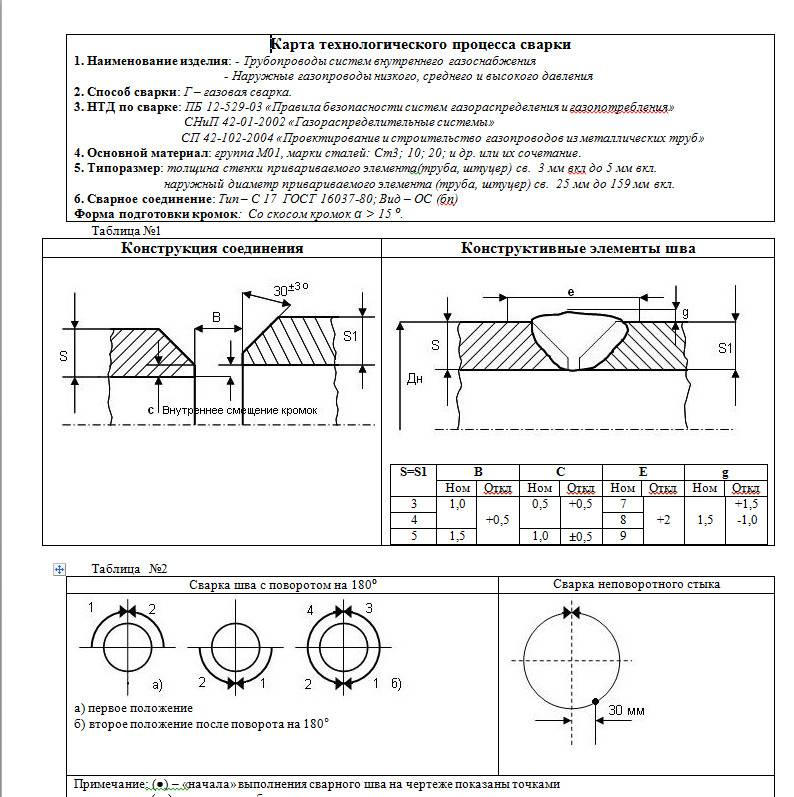
Сварочные работы должны производится в соответствии с разработанной технологической картой на сварку труб конкретного диаметра и толщины стенки. В технологической карте указывается все параметры сборки стыка, температура его подогрева, условий при которых не допускается вести сварочные работы, применяемые сварочные материалы и значения сварочного тока при сварке корневого, заполняющих и облицовочного слоёв.
Разделка труб под сварку
ГОСТ регулирует виды и характеристики подготовки к сварным работам для различных типов соединений:
- стыковых;
- угловых;
- нахлесточных.

Перед началом сварочных работ необходимо проводить подготовку. В нее входит:
- механическая зачистка, выполняется с целью удаления пыли, следов коррозии, оксидной пленки;
- химическая обработка, для удаления масложировых пятен и окисной пленки;
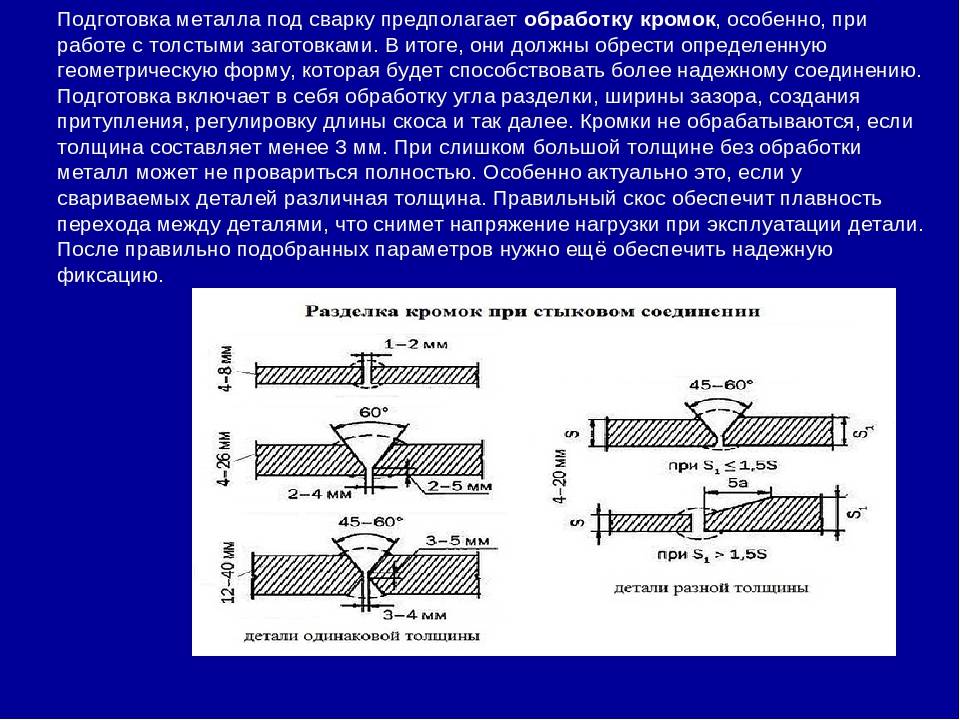
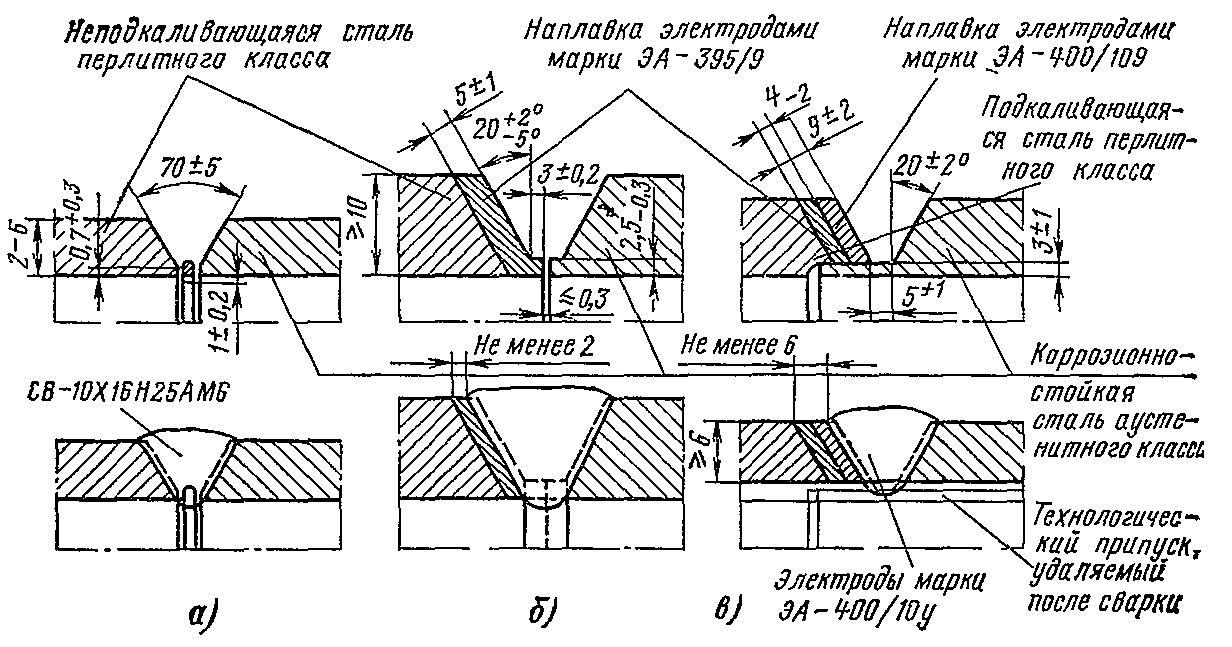
- разделка кромок.
Разделка проводится с помощью механической обработки кромки. При монтаже трубопроводов она выполняется специальными машинами. Во время ремонтных работ допускается выполнение разделки с помощью угловых шлифмашин.
Разделка кромок выполняется при толщине заготовок от 4 мм.
Для угловых соединений под отводы выполняют скашивание одной или обеих кромок под углом 45о.
Стыки на трубопроводах подразделяются на поворотные и неповоротные.
Сварка стальных трубопроводов ГОСТ 16037 рекомендует применять по возможности поворотные стыки. Они варятся в наиболее удобном и выгодном нижнем сварочном положении, разделка кромок для него выполняется одинаково по всему периметру стыка.
Неповоротный стык приходится варить во всех сварочных положениях, переходящих одно в другое по мере продвижения по шву вокруг трубы.
Разница между толщиной стенок соединяемых встык труб не должна быть более 10% и не превышать трех миллиметров. При этом ширина зазора должна быть постоянной по всему стыку и находиться в переделах от 2 до 3 мм.
До того, как начать монтаж, необходимо обработать кромки и околошовную зону на 20-30мм, очистив ее от механических загрязнений, следов коррозии и масложировых пятен.
Перед основной электродуговой сваркой торцы труб прихватывают друг к другу:
- трубы до 300 мм в диаметре: 4 прихватки;
- свыше 300 мм- равномерно через каждые 200-300 мм.
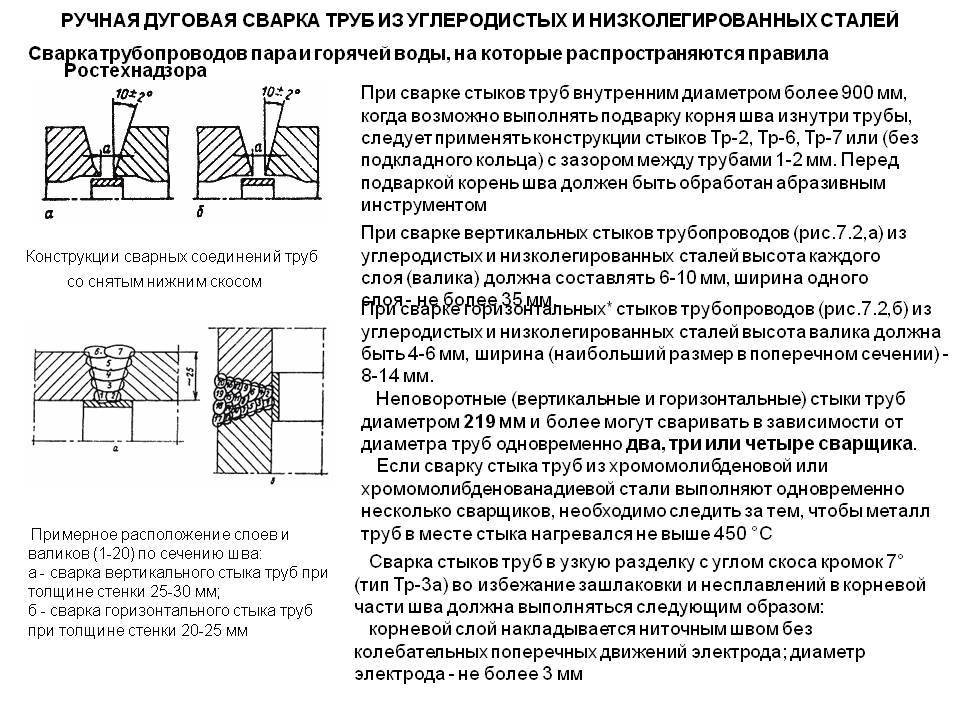
Трубы с толщиной стенок 12 мм и более проваривают в три приема. На первом этапе формируют корень шва в виде валика с возвышением 1,5-3 мм, равномерно распределенного по длине стыка. Электрод при этом следует вести возвратно-поступательно.
Конструктивные особенности оборудования для сварки ПНД труб
В состав сварочного агрегата входят следующие три основных компонента:
- станина. Она имеет центратор для зажима, с помощью которого создаётся необходимое усилие в торцах труб. Приводиться в действие этот элемент может гидравлическим (с помощью специального устройства) и механическим (то есть вручную) приводом;
- торцеватель электромеханического типа. Предназначен для выравнивания торцов труб непосредственно перед процедурой их нагрева;
- нагревательный элемент. На сленге профессионалов он называется не иначе как сковорода. С его помощью нагреваются и расплавляются торцы труб.
Выше было сказано, что сегодня существует несколько разновидностей оборудования для сварки ПНД труб. Их особенности такие:
- использование установок с приводом гидравлического типа позволяет сваривать встык трубы практически любого диаметра;
- агрегаты с механическим приводом. Такое оборудование предоставляет возможность осуществлять стыковую сварку труб с сечением до 160 миллиметров. Характеризуется одним из лучших соотношений Цена/Качество;
- сварочные зеркала. С их помощью получается очень недорогая сварка. Но ввиду того, что в аппарате отсутствуют торцеватель и центратор, использовать его для сварки напорных трубопроводов не стоит.
Наибольшей популярностью пользуются следующие агрегаты.
НЕ200. Этот нагревательный прибор позволяет работать с изделиями диаметром не более 20 см. Качественное соединение обеспечивает антиприлипающее покрытие.
Р 63 Е. Применяется только в быту для сварки любых пластиковых, в том числе и ПНД труб, диаметр которых не превышает 63 мм. Оснащён дисплеем с температурным регулятором.
ROWELD Р 355. Предназначен для сварки труб диаметром 90 ≤ D ≤ 355 мм.
ROWELD ROFUSE BASIC. Представляет собой бытовой аналог представленного выше агрегата. Отличается возможностью контролировать любой этап работы и характеризуется высочайшей безопасностью.
Конечно же, это далеко не полный список. Богатейшая номенклатура товарных позиций в данном сегменте отечественного рынка позволит подобрать образец, подходящий под ваши условия.
Точная технология и меры безопасности
Сварочные работы можно разделить на следующие этапы: подготовка труб и других элементов к сварке, сборка конструкции и прихватка, сварка, проверка на дефекты. Перед началом сварки необходимо тщательно очистить трубы от загрязнений и обезжирить, причем область возле кромок должна быть вычищена до металлического блеска. Нужно сверить размеры элементов, которые стыкуются, иначе есть вероятность образования дефектов.
Электродуговая сварка труб проводится беспрерывно, т. е. начинается в одной точке, там же и заканчивается. Если диаметр труб большой, требуется многослойная сварка: чем больше толщина стенки, тем больше должно быть слоев металла. Чтобы удобно и качественно провести сварные работы, нужно собрать всю конструкцию трубопровода и закрепить, чтобы отдельные элементы были зафиксированы и не двигались. Затем проводится стыковая прихватка – точечная сварка на стыках.
После сварки нельзя руками прикасаться ко шву
Если нужно провести многослойную варку, то каждый последующий шов варится в противоположном направлении, чем предыдущий. При необходимости проводят сварку швеллеров.
В завершении нужно обстучать шов молотком и убрать шлак. Потом осмотреть стыки на предмет дефектов. Если есть такая возможность, то нужно пустить по трубам воду или газ, смотря для чего трубопровод прокладывается, и проверить на наличие протечек. Иногда применяют рентген, чтобы своевременно выявить мелкие дефекты и устранить их.
Все сварочные работы необходимо выполнять при соблюдении техники безопасности:
Изолировать все электрические детали; Заземлить источники питания и оборудование; Работать в спецодежде и рукавицах, причем важно, чтобы они были сухими; На ноги желательно надеть резиновую обувь или подложить резиновый коврик; На голову надеть специальный защитный щиток, защищающий лицо и глаза от ожогов. При строительстве трубопроводов различного назначения главное – это надежность конструкции и правильная стыковка
При строительстве трубопроводов различного назначения главное – это надежность конструкции и правильная стыковка.
Сварка является самым оптимальным вариантом для возведения конструкции, она способна сделать трубопровод надежным и долговечным. Но ненадлежащее выполнение сварочных работ может привести к протечке и, соответственно, к экономическим убыткам
Поэтому важно соблюдать требования нормативных документов, регламентирующих подготовку к работе, состояние элементов конструкции и саму сварку
Сварка опорных элементов
Опоры трубопроводов обеспечивают правильность ориентации прокладываемой нитки в пределах занимаемого конструкцией пространства, а также позволяют равномерно распределить нагрузку на фундаментное основание.
Возможные варианты сварки опор существенно различаются по ряду признаков, важнейшими из которых являются их конструктивное исполнение (обычные или подвесные) и характер фиксации (подвижные или неподвижные).

В отличие от обычных элементов подвесные опорные конструкции монтируются на уровне, находящемся выше трубопроводной оси.
При подвесном варианте монтажа трубы могут фиксироваться на вспомогательных элементах конструкций (перекрытиях, ограждающих плитах и тому подобное) и обеспечивают подвижный тип крепления.
При этом всё сооружение в целом имеет возможность ограниченного смещения по двум степеням свободы – поперёк или вдоль оси прокладываемого трубопровода.
В отличие от них неподвижные опорные элементы обеспечивают жёсткую фиксацию выделенного участка в границах опорной зоны конструкции. Они применяются как при обустройстве систем надземного типа, так и при монтаже подземных трубопроводов, сооружаемых в отсутствии специальной канальной прокладки.
Для реализации подвесного варианта крепления трубопроводных систем могут применяться сборные металлические эстакады двух типов: в балочном или ферменном исполнении.
В состав первого из них могут входить траверсы, балки, переходные мостики и ограждения, тогда как во втором варианте исполнения используются сами фермы и усиливающие конструкцию элементы жёсткости.
Технология выполнения ручной дуговой сварки
Как правило, большая часть работ при строительстве трубопроводов, проводится с использованием ручного метода дуговой сварки. Применяя этот способ, можно соединить отдельные детали в секции, выполнять переходы через преграды, производить сварку захлестов, сварку различных деталей и пр.
Технология выполнения сварочных работ этим методом зависит, прежде всего, от материала данного вида труб.
В зависимости от того, какой марки применялась при изготовлении труб, а также от условий, в которых будет использоваться трубопровод, выбираются приспособления для сварки труб и вид сварочных материалов.
После этого устанавливается технология сварочных работ, которая зависит от толщины стенки свариваемых деталей и от их диаметра.
Основным правилом, при выполнении сварочных работ методом дуговой сварки, является требование к минимально возможному количеству слоев в шве. Так, если нужно сварить трубы с толщиной стенки не более 6 мм, то необходимо выполнять двухслойный шов. При большей толщине трубы допускается выполнение трехслойных швов.
Наиболее жесткие требования предъявляются к качеству корневого шва. При его выполнении необходимо следить за равномерным проплавлением кромок деталей, в результате которого должен образоваться равномерный по высоте валик.
Наружная поверхность этого шва должна иметь мелкочешуйчатую структуру и отличаться плавностью сопряжения с боковой поверхностью разделки.
Заполняющие слои сварного шва должны надежно проплавлять кромки деталей и сплавляться между собой. После выполнения каждого слоя необходимо проведения тщательной зачистки шва от образованного шлака.
В зависимости от типа используемых электродов, можно выделить три наиболее часто применяемые схемы сварки.
- Сварка, выполненная с использованием электродов, имеющих основное покрытие;
- Сварка, выполненная с использованием электродов, относящихся к типу газозащитных;
- Сваривание корневого шва с использованием электродов газозащитного типа, дополненное выполнением заполняющих и облицовочных слоев с применением электродов, имеющих основное покрытие.
Таким образом, ответ на вопрос, как правильно сваривать трубы, используя ручную дуговую сварку, зависит от выбранной технологии.
Так, при использовании электродов основного типа, как правило, швы выполняются по направлению снизу вверх с применением поперечных колебаний, размах которых зависит от ширины стыка. При выполнении работ на трубах большого диаметра одновременно работают до четырех сварщиков.
Сварка производится от надира по направлению вверх, при этом, в верхней части стыка необходимо обеспечить смещение замка примерно на50 мм от точки, расположенной в нижней части.
Если работает два человека, то работа первого ведется направлению (ориентируясь на циферблат часов) 6-9-12, а второго – 6-3-12. При работе вчетвером первая пара осуществляет сварку по направлению 6-9 и 6-3, а вторая, соответственно, 9-12 и 3-12.
При применении электродов, относящихся к газозащитному типу, коренной шов выполняется по направлению сверху вниз, при этом колебательные движения исключаются. Сварка труб электросваркой производится при постоянном токе, с опорой конца электрода на кромки труб.
Оцинковка металла как способ защиты от коррозии
Защитное покрытие стальных изделий применялось издавна, поскольку цветные металлы, устойчивые к коррозии слишком дороги для изготовления из них цельных изделий. Да и прочностные свойства таких предметов весьма невысоки. Применялось лужение по поверхности оловом или омеднение для создания защитной пленки.
Оцинкование стало популярным по причине повышенной адгезии цинка к железу. Температура плавления этого металла составляет 900 – 920о. В жидком состоянии он, нанесенный на поверхность стального изделия, образовывает прочную защитную пленку толщиной в несколько микрон, успешно противостоящую коррозии.
На сегодняшний день применяются три основных способа нанесения защитного покрытия:
- Гальванический. При этом ионы цинка осаждаются на поверхности стального изделия, подключенного к противоположному электроду в гальванической ванне. Они прочно закрепляются на поверхности изделия, создавая практически неразрушимую защитную пленку. Толщина защитного слоя регулируется временем обработки, что позволяет рационально использовать дорогостоящий цветной металл, в частности, цинк.

- Способ напыления. Суть его заключается в нанесение на поверхность распыленного металла с использованием специального пистолета, в котором происходит расплавление напыляемого вещества. Затем эта субстанция струйно подается на обрабатываемую поверхность, покрывая ее защитным слоем.

В результате на защищаемой поверхности образуется прочный защитный слой из химически пассивного материала. Способ удобен возможностью применения в полевых условиях на месте выполнения монтажных работ.
- Горячее оцинкование. Применяется на специально созданных технологических линиях. При этом труба полностью окунается в ванну с расплавленным металлом. В конце процесса производится центрифугирования для удаления излишков защитного слоя с поверхности изделий.

При использовании любого из перечисленных способов нанесения защитного покрытия, поверхность обрабатываемых изделий тщательно обезжиривается.
Толщина слоя составляет от 2-х до 150 микрон.
СОЕДИНЕНИЯ СВАРНЫЕ СТАЛЬНЫХ ТРУБОПРОВОДОВ
ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Группа В05 СТАНДАРТ
СОЕДИНЕНИЯ СВАРНЫЕ СТАЛЬНЫХ ТРУБОПРОВОДОВ
Основные типы, конструктивные элементы и размеры
Welded joints in steel pipelines.
Main types, design elements and dimensions
Постановлением Государственного комитета СССР по стандартам от 24 апреля 1980 г. № 1876 дата введения установлена
Ограничение срока действия снято по протоколу 5—94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12—94)
1. Настоящий стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой.
Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала.
Требования настоящего стандарта являются обязательными.
2. В стандарте приняты следующие обозначения способов сварки:
ЗП — дуговая сварка в защитном газе плавящимся электродом;
ЗН — дуговая сварка в защитном газе неплавящимся электродом;
Р — ручная дуговая сварка;
Ф — дуговая сварка под флюсом;
Г — газовая сварка.
Для конструктивных элементов труб, арматуры и сварных соединений приняты следующие обозначения:
s; 5, — толщины стенок свариваемых деталей;
Ь — зазор между кромками свариваемых деталей после прихватки; е — ширина сварного шва; g — выпуклость сварного шва;
5 — толщина подкладного кольца; а — толщина шва; с — притупление кромки;
В — ширина нахлестки;
К — катет углового шва;
Кг — катет углового шва со стороны разъема фланца;
DH — наружный диаметр трубы;
1, 2. (Измененная редакция, Изм. № 1).
Издание официальное Перепечатка воспрещена
* Переиздание (май 1999 г.) с Изменением № 1, утвержденным в декабре 1990 г. (ИУС 3—91)
Издательство стандартов, 1980 ИПК Издательство стандартов, 1999 Переиздание с Изменениями
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
Характер сварного шва
Форма поперечного сечения
Толщина стенки и минимальный наружный диаметр трубы, мм, для способов сварки
https://brprofi.ru/osobennosti-svarki-truboprovoda-i-trebovania-gost/